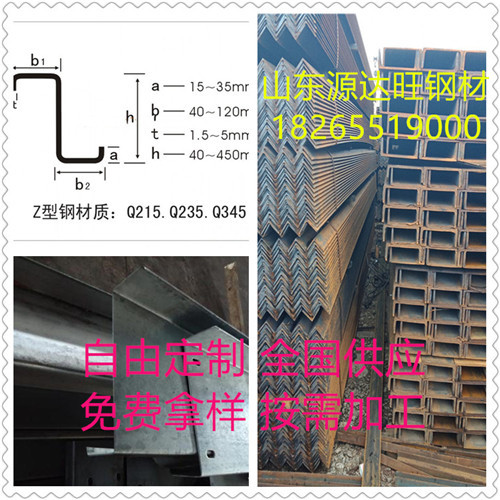
- 镀锌Z型钢现货规格有哪些
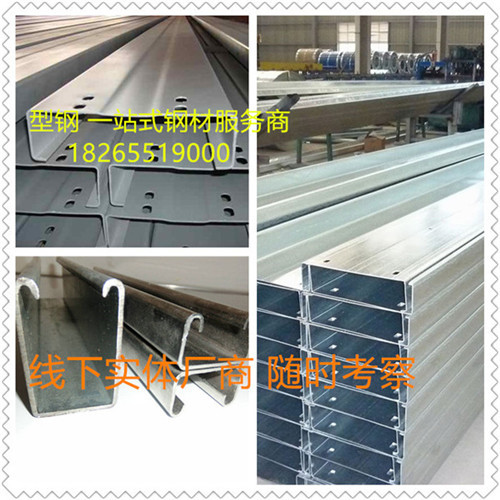
- 冲孔Z型钢来样定制价格
- 镀锌c型钢冲孔来样定制
- 现货冲孔C型钢价格
- 镀锌c型钢定制商家
- 镀锌Z型钢加工方式
- 分享:镀锌Z型钢各种打孔方式
- 镀锌C型钢最新报价分析
- 消除h型钢火焰切割缺陷的影响因素
- C型钢切割超高压水切割的优点
邮箱:648626788@qq.com
手机:15615948619
电话:0635-8819339
地址:山东省聊城市高新区九州街道华硕路1号院内2号厂房东区
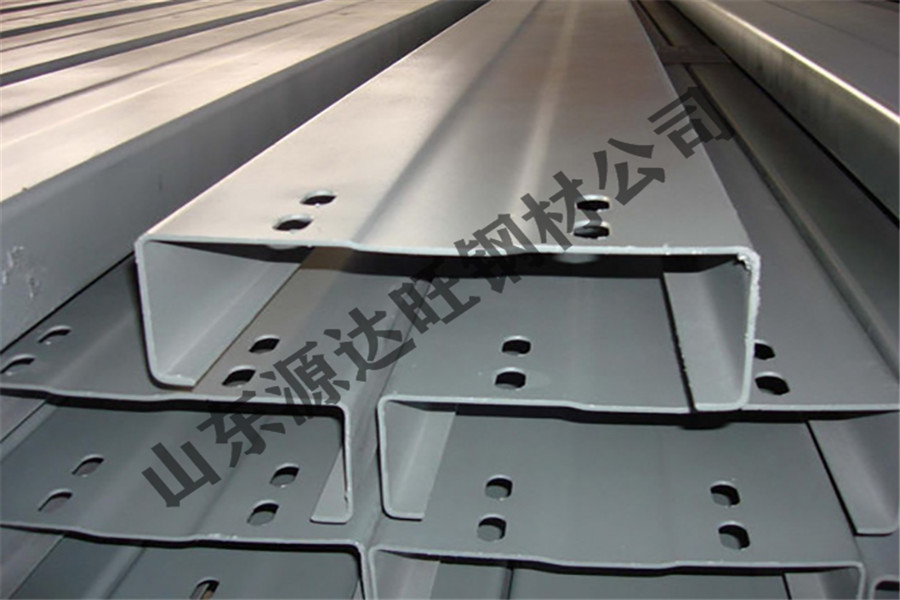
襄樊市镀锌C型钢防止剪切变形的措施及影响
采用新型TMCP技术的镀锌C型钢,通过大量累积变形变形连续切割加工,使奥氏体硬化,然后进行超快速冷却。一方面,硬化奥氏体保持不变,即硬化奥氏体。是“冻结”了,另一方面,超快冷却也推动了20纳米。
由于闪冷,形核率增加,铁素体晶粒细化,并保持闪冷。冷却在C型镀锌钢切割过程的转变点附近停止,然后控制冷却路径以获得优异的镀锌性能同时,在室温下连续轧制使积累的位错滑动和沉淀,释放出高- 能量紧张状态。
冷却温度。
C型钢剪切层流冷却引起的内应力不平衡主要是由三种冷却不均匀引起的,导致:
(1)横向冷却很不均匀。
(2) 厚度方向不对称冷却。
(3)厚度和侧冷混合物不均匀。操纵厚度方向上的横向均匀性和冷却对称性来控制板的平整度并减少板的内部应力。通过较低的喷头改进了侧冷却和侧喷方案。采用侧角和静水点,实现层流冷却温度控制的均匀性。
冷法调直。
校直可以改善C型钢切割过程的残余应力分布和模板的零切割。当钢板断面应力分布不均时,可采取辊弯措施,增加变形以补偿纵向纤维长度不均,然后消除。波浪形弯曲使C型钢的内应力均匀,调直机水平凸度值的调整也是改善C型钢残余应力分布的重要措施。
1、光纤激光切割机的切割速度可以适当提高切割质量,即切割稍窄,切割面光滑,减少变形。
2、切割速度过快,因此切割线能量小于要求值,切割缝处的射流无法吹散熔化的切割熔体,构成大量后续阻力,伴随切割C -铸钢加工断渣时,切割面质量下降。
3、当速度高时,甚至因为切割太宽而导致圆弧熄灭,可见良好的切割质量与切割速度是分不开的。
4、切割速度过低时,由于切割部位是等离子弧的太阳,为了保持电弧本身的稳定性,太阳散斑或太阳区必须找到离狭缝近的驱动电流电弧,同时它会流入射流。径向传递更多的热量,使切口变宽,切口两侧的熔化物在下缘聚集并凝固,形成不易固定的熔渣,切口上缘为加热并熔化以形成圆角。
作为具有三十余年销售经验的各种材质的C型钢现货厂家,山东源达旺钢材有着高质量以及高性能的现货公司,服务制度完善,质量有保证,如有需要,欢迎前来咨询订购或来厂考察。
-
2024-02-27镀锌c型钢冲孔来样定制
-
2024-01-08分享:镀锌Z型钢各种打孔方式
-
2022-12-01C型钢切割超高压水切割的优点
-
2022-11-17如何切割不同厚度的H型钢
-
2022-11-10镀锌H型钢切割中激光切割的要点是什么?
-
2022-09-23h型钢切割使用要点