- 镀锌Z型钢现货规格有哪些
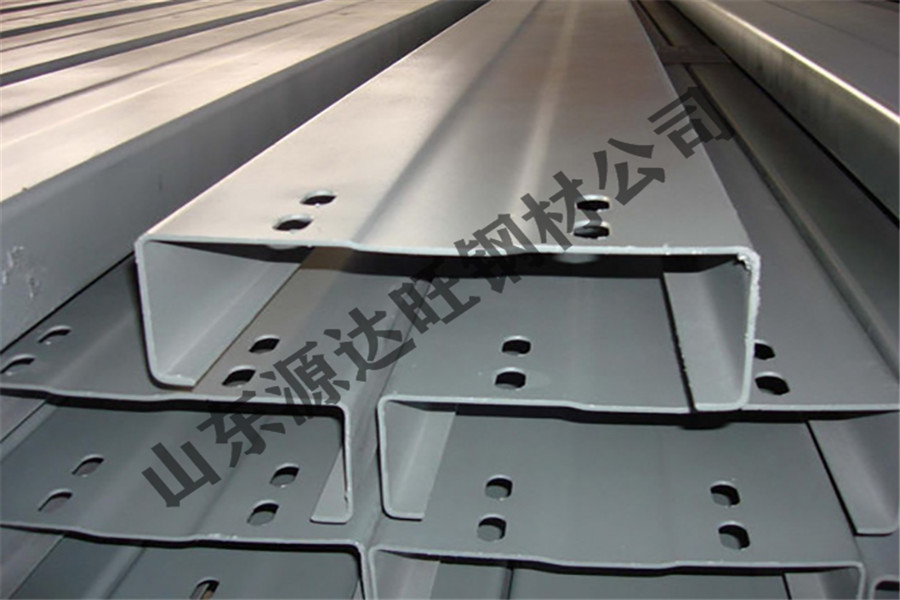
- 冲孔Z型钢来样定制价格
- 镀锌c型钢冲孔来样定制
- 现货冲孔C型钢价格
- 镀锌c型钢定制商家
- 镀锌Z型钢加工方式
- 分享:镀锌Z型钢各种打孔方式
- 镀锌C型钢最新报价分析
- 消除h型钢火焰切割缺陷的影响因素
- C型钢切割超高压水切割的优点
邮箱:648626788@qq.com
手机:15615948619
电话:0635-8819339
地址:山东省聊城市高新区九州街道华硕路1号院内2号厂房东区
炼钢连铸大包在向中间包浇注钢水的过程
出钢前,当钢包停止烘烤,关闭滑动水口后,利用投掷法或加砂器向上水口内加入引流剂,主要是防止钢水进入上水口内部而凝结,当滑板开启,引流剂下落后钢水随之流下,达到“自动开浇”的目的。引流剂应该具备的条件如下:一是引流剂密度大,熔点高、颗粒间不易烧结,高温下体积稳定;二是引流剂外形为球形,颗粒度力求一致,粒度适中均匀,细粉含量越少越好;三是自然堆角越小越好,流动性能良好,表面光滑便于充填和散落;四是引流剂有较大的界面张力,防止钢液渗透;五是引流剂在高温下对钢水和熔渣具有良好的抗侵蚀性;六是引流剂使用前要求水分在0.5%,现场需要进行烘干,在钢包容量不同时,引流剂的品种也不同,有时也受到冶炼时间和钢种的成分影响,所以自开率也有所不同。有的厂家使用1410℃煅烧的铬矿颗粒、软质黏土粉配置的铬质引流剂;有的使用碳化硅和石英作为引流剂。
生产现状
某钢厂钢包自开率在85%~90%之间,低于正常要求的95%标准。钢包自开率低,不自开时必须烧眼,但这种方式对水口的损毁比较严重,且在浇注过程中易使钢流发散,使钢水氧化,增加了金属氧化物,影响了钢水质量,亦妨碍了多炉连浇及异钢种连浇间的顺利衔接,不利于连浇炉数的提高,中间包的正常使用也受到影响,有时中间包处于低液面浇铸时,容易造成安全隐患。
引流剂是以南非铬矿、河沙和外加剂均匀混合而成,分为锆质、铬质、硅质等多种型号的系列产品,主要应用于钢包、精炼包。根据各钢厂不同工艺工况选用适当产品。
问题研究
对于自开率低的现状,该厂技术人员一方面积极和供应商进行联系共同分析原因,同时结合其他钢厂的现状,找出具体的整改措施。经过1个月的探讨和分析,总结出主要是以下原因造成自开率低:
一是引流剂的质量不好,主要有以下几个方面:
(1)烧结层厚度过大,强度过高,钢水的静压力不能使其破碎。
(2)引流剂粒度和耐火度配合不好,钢水渗透进入引流剂颗粒中,使引流剂部分熔化和烧结,在水口中形成强度很大的钢-砂混合凝固层,堵塞水口无法自开。
(3)引流剂的颗粒本身有棱角,在水口中形成“架桥”现象,其流动性差,打开滑板后不能自然坠落。
二是钢包浇钢完毕需进行翻包倒渣操作,但是生产中发现钢包内仍有渣(渣钢、渣块)残留。由于包口处温降较大,残渣易硬结,当包口残渣处理不及时,多次使用导致包口处硬结大量钢渣,给翻包倒渣操作带来困难,致使包内残渣余量过大,同时钢包侧立面热修后,在从侧立面翻转到正立面的过程中,由于振动较大,包口渣块易滚入水口中 ,堵塞水口。所以,钢包包口维护得好坏对翻包倒渣影响较大,即对自开率的影响较大。
三是大包每次下线都对滑板进行检查,利用氧枪进行吹扫,有时吹扫不干净时,水口内壁就会挂渣,导致自流率不高,需要进行捅眼或烧眼。
四是目前采用人工投掷引流剂(人工投包法),每次的准确率不一致,导致引流剂不能准确地投到水口中,添加量也有所不同。
人工投包法虽然具有操作简便的优点,但同时存在以下缺点:由于引流剂投到包底的具体位置由投掷力的大小和方向决定,操作者投包全凭经验,用力具有随意性,故命中水口率不高,在生产中存在投包不到位的情况,更不能保证水口内引流剂填实灌满。若水口内引流剂量不足,则出钢时水口内空位处进入钢液;由于水口孔位置低于包底,故即使在钢包吹氩过程中,水口内钢液亦不能参与大包内钢水的循环对流,仍滞留于水口,被引流剂吸热,温度逐渐降低,导致钢液与砂粒黏结冷凝成块,使引流剂流动性变差;当滑板打开后,引流剂自然下落极为困难,导致钢包自开失败。
五是引流剂的颗粒不稳定。
六是影响自动开浇的其他因素如下:
(1)钢种、钢水黏稠度、出钢温度、时序等。
(2)水口座砖材质。高铝质优于镁碳质,碳质材料导热性强,引流剂受热就多,影响流动性。
(3)透气砖性能。吹氩不达标会让罐底形成铁壳。
(4)滑板及机构性能。
对策实施
原料的对比选择
原料的选择应满足以下4点要求:
(1)由于引流剂在钢包水口中长时间处于高温状态,要求烧结层的耐火度要高,因此原料选用铬铁矿。
(2)由于引流剂填入水口后直接受钢,起始烧结温度不宜过高,因此原料中需要添加助烧剂。
(3)引流剂在使用过程中承受较大的钢水静压力,为防止棚料,需加入润滑剂,以降低引流剂颗粒之间的摩擦力。
(4)在高温作用下,铬铁矿脱熔后能在还原剂的作用下形成二次尖晶石,产生体积膨胀,有利于自开率的提高,因此原料需要加入还原剂。
对目前使用的供应商的产品进行使用持续跟踪,同时引进新的供应商作为备用供应商,对不同的产品首先进行外观检验,选用表面比较光滑,有光泽,颗粒较均匀,表面炭黑较少的引流剂,此引流剂Cr2O3含量为25.49%,SiO2含量为29.90%,同时做好使用记录。
操作方法持续改进
钢包准备
从连铸下线的钢包必须将残渣倾倒干净,以防进入水口内部。
清理水口内部的残渣
空包从铸机上周转回来时由大包工将包壁四周及水口座砖处的残钢或残渣清理干净,包壁四周的残钢如不清理干净,在转炉出钢座罐时会出现震落,掉入水口中无法加砂。水口座砖滑板下水口处残钢必须全部烧洗干净,不能烧洗或使用寿命到期的部件需及时更换。在烧洗残钢时应做到从钢包口上方及下水口方向双向烧洗,以保证水口处通透。透气砖吹风口必须烧洗出来,所有烧洗工作结束后滑板工关闭滑板并应该多试几次滑板。最后翻转钢包倒掉钢包内所有残钢。
加砂投料工作
用导管罐装加引流剂,其操作方法是:先将下料管插入待灌砂水口孔内,将引流剂倒入料管上端的漏斗内,引流剂在自身重力的作用下沿料管内壁落入水口内。此法确保了灌砂准确到位和水口填充饱满,为钢包自开创造了条件。
根据水口座砖大小加量,加完后砂堆应该高于钢包底砖5cm~10cm形成山包状。加砂工在加砂前应仔细观察水口情况,如有异物一律要求吊车翻转钢包倒掉,一旦水口有残钢,铸机烧氧很难烧开。
就目前引流剂的情况,必须使用灌砂设备,主要作用:(1)提高灌砂的准确性;(2)减少每次的使用量,目前投掷2袋~3袋(10千克/袋),使用灌砂设备后,需要量在1.5袋;(3)减少水口内壁的挂渣,提高自流率。
转炉出钢
(1)合金投放应避开水口处,特别是含铝合金,铝的置换性极强,铝和引流剂中的氧化物又最易发生反应,形成流动性极差的氧化铝影响开浇。(2)转炉出钢时,出钢口方向应避开水口引流剂位置,防止钢水冲刷到引流剂。
铸机大包工操作
目前的操作是不一次性打开滑板或打开速度缓慢,一般出于以下2点考虑:(1)试探液压机构及滑板,担心一次打开后无法控制出钢流速。(2)担心长水口下钢不流畅返钢。处理办法如下:大包准备工在烧洗完水口后多试几次液压机构及滑板,必要时更换。铸机开浇前应烧洗干净长水口,避免长水口有异物堵塞造成返钢。长水口下方应高出中间包液面,待开浇顺利后再下降钢包回转台手臂。
大包工在开浇时应做到下滑板一次性打开到位。一次性完全打开,引流剂完全流下,钢水才有可能压破引流剂和钢水结合部位形成的熔融层,实现顺利开浇。如果试探一次滑板,部分砂子流下破坏了熔融层,熔融层又和钢水及砂子重新混合,会形成一些大的块状物堵塞上水口,难以自动开浇。

山东源达旺钢材有限公司为一家专业致力于现货、加工、销售为一体的钢材企业。本公司主要现货销售各种规格的冲孔C型钢,镀锌C型钢,热镀锌C型钢,Z型钢,U型钢,C型钢檩条等产品。
我厂是华北地区型钢现货规格最齐全,最具有实力的现货公司,产品规格全、成型好、挠度小、孔位准、角度直、平整度好!产品广泛应用于大型工业厂房、车间库房以及高速公路护栏,特别是用于大跨度结构或在地质条件极差地区营建厂房。我公司与多家上市公司均有合作,并且全国各地发货。
-
2024-02-27镀锌c型钢冲孔来样定制
-
2024-01-08分享:镀锌Z型钢各种打孔方式
-
2022-12-01C型钢切割超高压水切割的优点
-
2022-11-17如何切割不同厚度的H型钢
-
2022-11-10镀锌H型钢切割中激光切割的要点是什么?
-
2022-09-23h型钢切割使用要点