- 镀锌Z型钢现货规格有哪些
- 冲孔Z型钢来样定制价格
- 镀锌c型钢冲孔来样定制
- 现货冲孔C型钢价格
- 镀锌c型钢定制商家
- 镀锌Z型钢加工方式
- 分享:镀锌Z型钢各种打孔方式
- 镀锌C型钢最新报价分析
- 消除h型钢火焰切割缺陷的影响因素
- C型钢切割超高压水切割的优点
邮箱:648626788@qq.com
手机:15615948619
电话:0635-8819339
地址:山东省聊城市高新区九州街道华硕路1号院内2号厂房东区
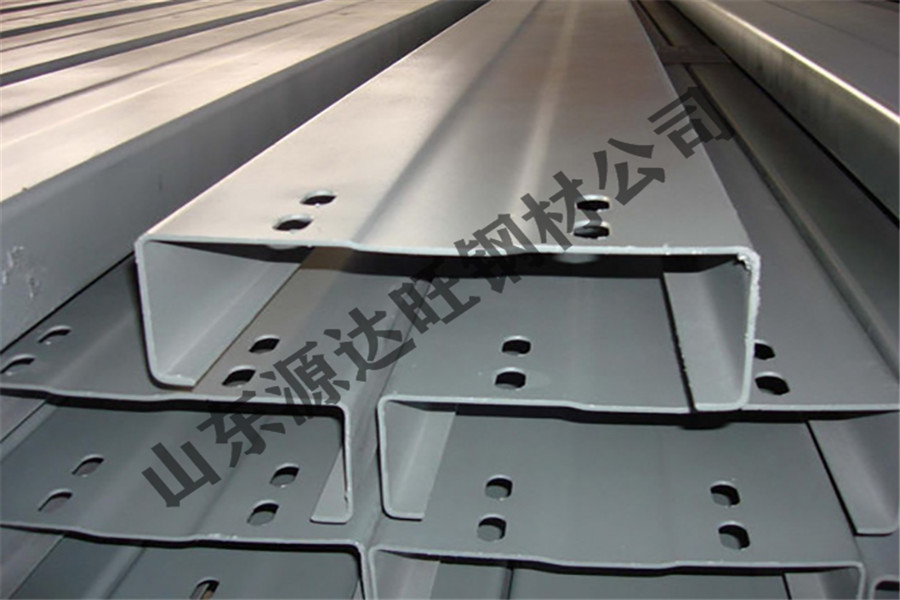
零售冲孔C型钢商家:焖炉前优化高炉操作,为焖炉工作创造好的条件
零售冲孔C型钢商家:焖炉前优化高炉操作,为焖炉工作创造好的条件
1.1 保证焖炉前炉况顺行是焖炉操作的重中之重
保证高炉炉况顺行,热制度稳定,物理热充沛是高炉焖炉成功的首要条件,高炉焖炉过程中最忌出现影响高炉炉况的问题,无论是外围影响还是炉内操作原因,都将对焖炉效果大打折扣,会造成焖炉料的分布失衡,煤气流失常,高炉透气性变差,尤其是尽量避免高炉崩塌料现象。
1.2 保证炉缸热制度,保证铁水物理热不低于1450℃
高炉焖炉前,提前配加部分锰矿,适当提高炉温到Si=0.4%以上,保证全风温全富氧操作,保证铁水物理热不低于1450℃,保证渣铁流动性良好。若渣中铝含量大于18%时可以配加蛇纹石,避免造成的渣铁粘沟,流动不畅,保证炉缸热量充沛,热制度稳定。

1.3 焖炉休风前保证排净渣铁,“三喷一堵”操作法
高炉休风前排净渣铁是高炉安全休风的基本前提,如何能够快速有效的排净渣铁,除了适当提高铁口角度外,我们在日常操作中运用“三喷一堵”的操作方法,取到了较好的效果。“三喷一堵”即高炉在休风过程中让铁口大喷三次(可以根据环保形势自行控制喷铁口大小,目前一般以喷到小坑口即可),然后再堵铁口休风。
一般情况下,第一次喷铁口为全风状态下,铁口开始大喷时减风到全风的2/3或减风到铁口不喷铁流正常停止,待第二次铁口大喷,再减风到全风的1/3或到铁口不喷铁流正常为止,待第三次铁口喷开后,具备堵口条件即通知堵口,“三喷一堵”即操作完成。也有的高炉两次减风即可完成操作,无论喷铁口几次,宗旨是保证出净渣铁。
1.4 科学合理的焖炉料,保证三段净焦(炉腹、炉腰、炉身下部)的合理分布
高炉焖炉操作除了各方面条件具备外,焖炉料的选择也至关重要,一定要保证炉腹、炉腰和炉身下部均填充为净焦,这样才能保证消除炉内死料柱、用净焦将炉缸置换出来,为将来开炉奠定基础。见表2。

1.3 焖炉休风前保证排净渣铁,“三喷一堵”操作法
高炉休风前排净渣铁是高炉安全休风的基本前提,如何能够快速有效的排净渣铁,除了适当提高铁口角度外,我们在日常操作中运用“三喷一堵”的操作方法,取到了较好的效果。“三喷一堵”即高炉在休风过程中让铁口大喷三次(可以根据环保形势自行控制喷铁口大小,目前一般以喷到小坑口即可),然后再堵铁口休风。
一般情况下,第一次喷铁口为全风状态下,铁口开始大喷时减风到全风的2/3或减风到铁口不喷铁流正常停止,待第二次铁口大喷,再减风到全风的1/3或到铁口不喷铁流正常为止,待第三次铁口喷开后,具备堵口条件即通知堵口,“三喷一堵”即操作完成。也有的高炉两次减风即可完成操作,无论喷铁口几次,宗旨是保证出净渣铁。
1.4 科学合理的焖炉料,保证三段净焦(炉腹、炉腰、炉身下部)的合理分布
高炉焖炉操作除了各方面条件具备外,焖炉料的选择也至关重要,一定要保证炉腹、炉腰和炉身下部均填充为净焦,这样才能保证消除炉内死料柱、用净焦将炉缸置换出来,为将来开炉奠定基础。见表2。


山东源达旺可根据客户需求定轧零售冲孔C型钢商家,下属机械加工厂可代用户切割半成品及成品的钢板切割件。在钢铁行业中有较高的信誉。本公司用户遍及全国各地。 欢迎来电咨询:18265519000 0635-8819009 。 山东源达旺钢铁公司为答谢新老客户对山东源达旺型钢的信任与支持,凡来厂考察的客户,源达旺钢材为您报销往返差旅费用,让各位朋友考察源达旺钢材无后顾之忧!

-
2024-02-27镀锌Z型钢现货规格有哪些
-
2024-01-30镀锌c型钢定制商家
-
2022-11-17镀锌的c型钢切割技术是什么?
-
2022-11-10冲孔Z型钢的火焰切割要点
-
2022-10-25银川镀锌C型钢价格多是弱势震荡态势
-
2022-09-23详解v型钢切割步骤