- 镀锌Z型钢现货规格有哪些
- 冲孔Z型钢来样定制价格
- 镀锌c型钢冲孔来样定制
- 现货冲孔C型钢价格
- 镀锌c型钢定制商家
- 镀锌Z型钢加工方式
- 分享:镀锌Z型钢各种打孔方式
- 镀锌C型钢最新报价分析
- 消除h型钢火焰切割缺陷的影响因素
- C型钢切割超高压水切割的优点
邮箱:648626788@qq.com
手机:15615948619
电话:0635-8819339
地址:山东省聊城市高新区九州街道华硕路1号院内2号厂房东区
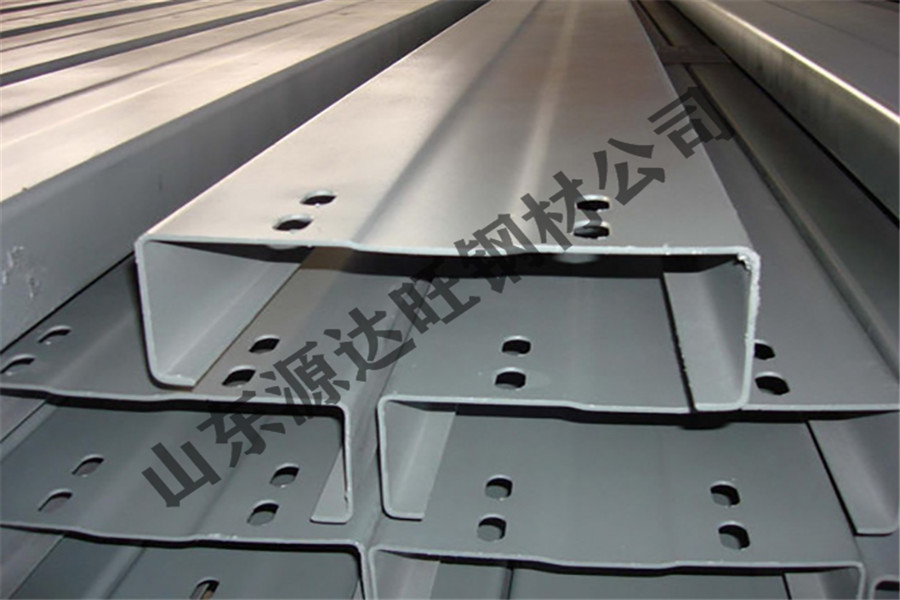
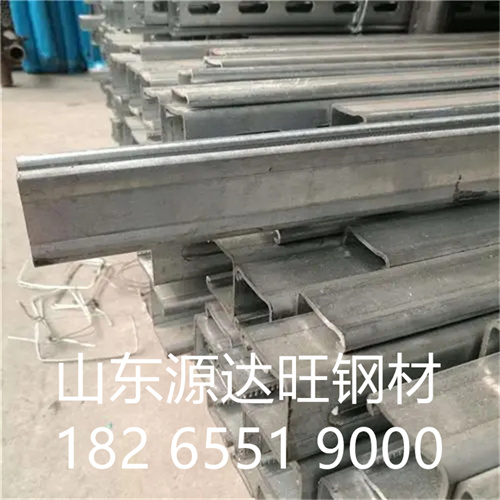
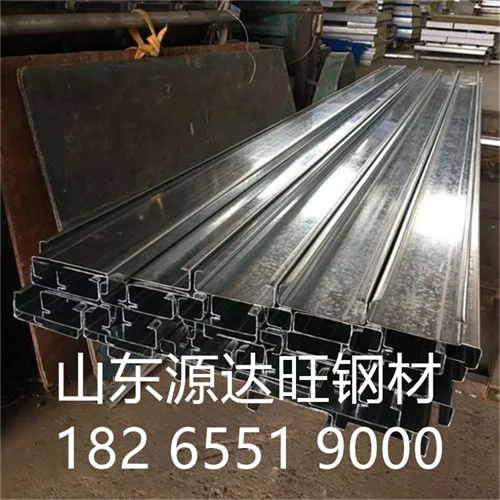
镀锌c型钢加工工艺及切割技术
镀锌C型钢的下料加工和冷冲压是对钢板和钢的加工,我们可以把这些知识归类为钢板加工,所以以下知识也是我们要学习的内容。为此,小编也由邀请的专家指导,具体内容如下。
技术要求如下:
(1)如需加工钢板、镀锌C型钢,其钢号应符合产品图纸的技术标准。
(2)矩形件切割时,其极限偏差有一定规定,垂直尺寸偏差也有要求,不得超过规定。
(3)切割和冲压零件时,尺寸公差不能大于零件厚度的10%,如果发生毛刺,极限高度不能大于0.3mm。
(4)如果零件是用钢板连轧的,只要能保证基本尺寸,部分其他部分可以适当变化,但如果表面影响组装,则需要平整维修。
(5)用气体切割零件时,零件横截面的垂直度不能大于零件厚度的15%,尖角可以有圆角,但半径不能超过2.5mm,零件边凹凸点不能超过1.5mm。如果有残渣或毛刺,就要去除。镀锌c型钢加工工艺及切割技术
(6)如果零件是手动切割的,剖面法向度不能大于零件厚度的15%;如果是零件水下切割,剖面法向度不能大于零件厚度的10%。
(7)如果零件厚度小于或等于8毫米,则截面法向度不能大于零件厚度的6%;如果零件厚度为8-14毫米,则截面法向度不能大于零件厚度的8%;如果零件厚度为14-20毫米,则截面法向度不能大于零件厚度的12%
镀锌C型钢的切割加工主要是关于钢板切割,在钢板切割方面主要介绍两种切割技术的优缺点等相关知识,以便人们了解它们,知道如何选择,下面我们来看一下具体内容,镀锌,镀锌,镀锌)
1.二氧化碳激光切割的优缺点。
CO2激光切割的优点包括:
良好的切削质量:切削宽度窄,表面粗糙度好,准确度高,一般不用再加工,可以直接焊接。
切割速度快:切割速度快,热量影响区域小,几乎没有变形。
清洁、安全、无污染:CO2激光切割一般干净、安全、无污染,可以大大改善工作环境。
CO2激光切割有这么多优点,但也有缺点:在切割精度和粗糙度的情况下,切割厚度不如切割火焰和等离子体。
电火花线切割的优点和加工范围。
Wedm的优点包括:
(1)具有电火花加工的基本特征,无需制作工具电极即可切割。
(2)可以剪切狭窄的缝隙,没有浪费,因此可以提高材料的利用率。
(3)提高加工精度,减少表面粗糙度。镀锌c型钢加工工艺及切割技术
(4)切割效率一般为20-60毫米2/分钟,300毫米2/分钟,切割厚度达到600毫米。
电火花线切割加工范围如下:
模具加工:主要指各种形式的复杂小零件和窄槽等。特别适用于模具、挤压模具、塑料模具和型腔模具的电极加工。
新产品试制:直接切零件,产品研发amp缩短d周期,降低成本。
难以加工的零件:主要用于精密孔、模板、成型工具等的加工。
贵金属的下料:切割贵金属可以有效减少材料消耗,降低加工成本。
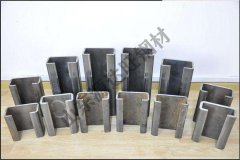
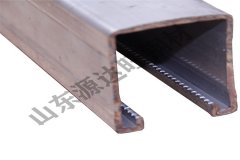
山东源达旺钢材有限公司为一家专业致力于现货、加工、销售为一体的钢材企业。本公司主要现货销售各种规格的冲孔C型钢,镀锌C型钢,热镀锌C型钢,Z型钢,U型钢,C型钢檩条等产品。
-
2024-02-27镀锌Z型钢现货规格有哪些
-
2024-01-30镀锌c型钢定制商家
-
2022-11-17镀锌的c型钢切割技术是什么?
-
2022-11-10冲孔Z型钢的火焰切割要点
-
2022-10-25银川镀锌C型钢价格多是弱势震荡态势
-
2022-09-23详解v型钢切割步骤